2025/06
14铝蜂窝芯的材料组成与工艺特性
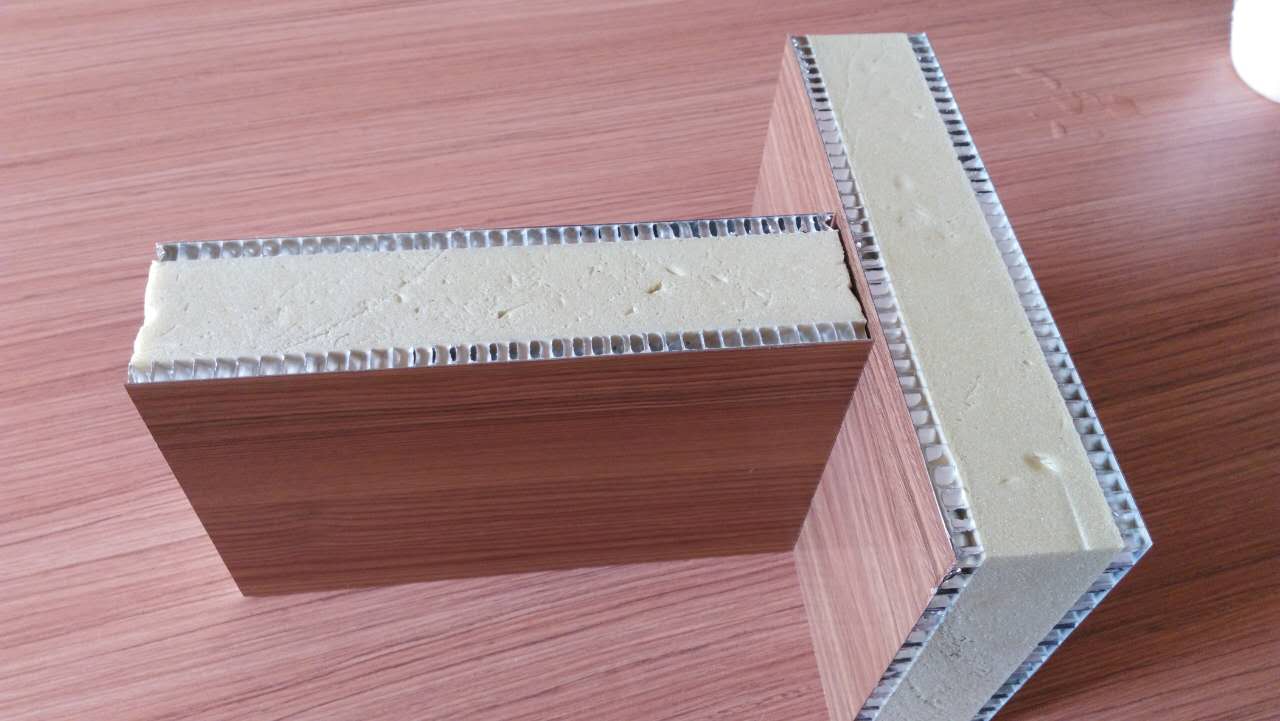
铝蜂窝芯的材料组成与工艺特性高度依赖精密的材料选择与多阶段工业化流程,其性能表现直接由原材料纯度、表面处理质量与工艺参数控制决定。
材料组成
基体合金:主要采用3003-H18、5052-H24防锈铝合金箔,其中5052合金因屈服强度≥220MPa、耐蚀性优异,更适用于高载荷与海洋环境场景;3003合金则因成形性佳,广泛用于建筑级产品。
表面处理:铝箔在涂胶前需经有机溶剂蒸气除油与化学氧化/磷化处理,形成纳米级活性氧化膜,提升胶粘界面结合力,确保剥离强度≥20 N/mm。
胶粘剂体系:采用双组份聚氨酯高温固化胶或环氧胶膜,主剂与固化剂配比严格控制在4:1,粘度稳定于9–90秒(察恩杯),确保无气泡、无流挂。
核心工艺特性
涂胶工艺:
纵条涂胶:沿长度方向间隔涂布,适用于高孔隙率结构,降低材料用量;
横条涂胶:横向分布提升层间剪切承载能力,适用于动态载荷场景(如轨道交通)。
热压复合:
温度区间120–180℃,压力0.2–0.5 MPa,保压时间30–90分钟;
采用分段加热与伺服液压系统,温差控制±3℃,避免局部应力集中与胶体碳化。

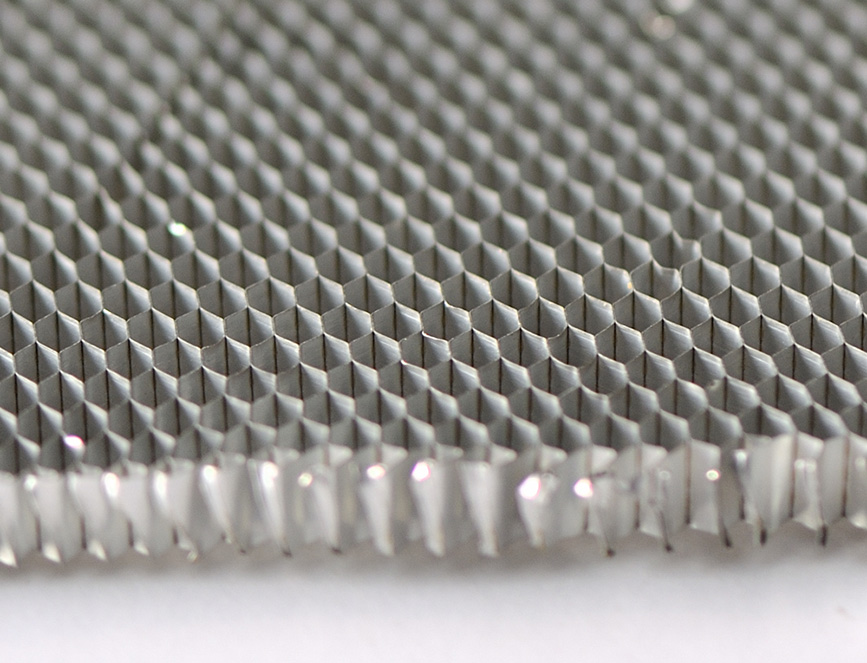
蜂窝拉伸成型:
通过机械牵引使叠合铝箔沿胶条方向均匀展开,形成六边形孔道;
孔径由铝箔宽度与拉伸比决定,典型值3–6mm,拉伸速率控制在5–15 mm/s,确保孔壁无撕裂、无畸变。
切割定型:
使用数控平切机实现±0.1mm精度切割,支持等厚与变厚度片材加工;
最大单板尺寸可达2800×1350mm,切口无毛刺,符合GB/T 1453对尺寸公差要求。
工艺质量控制关键点
|工艺阶段|控制参数|检测方法|标准依据|
|表面处理|油污残留量|接触角测试|GB/T 2790|
|涂胶均匀性|胶层厚度|激光测厚仪|ISO 4592|
|热压固化|温度梯度|多点热电偶监测|GB/T 1453-2022|
|拉伸成型|孔径一致性|视觉自动检测系统|ASTM C365|
|切割精度|边缘变形量|三坐标测量仪|GB/T 23443-2009|
区域适配提示:在山东临沂,本地制造商多聚焦建筑级铝蜂窝芯生产,其工艺参数以0.04–0.06mm箔厚、4–6mm孔径、密度120–160kg/m³为主。若用于航空航天或轨道交通等高可靠性场景,建议选用0.03–0.04mm超薄箔、2–3mm小孔径结构,并要求供应商提供AS9100或EN 45545认证的批次检测报告,确保材料可追溯性与长期服役稳定性。
本网站所刊载的各类信息仅供参考,不代表本网站立场或观点,不构成任何投资、医疗、法律或决策建议。用户依据本网站信息所做出的任何行为,风险自担,本网站不承担任何直接或间接责任。本网站不对其内容的真实性、准确性、完整性、合法性承担任何责任。