2026/04
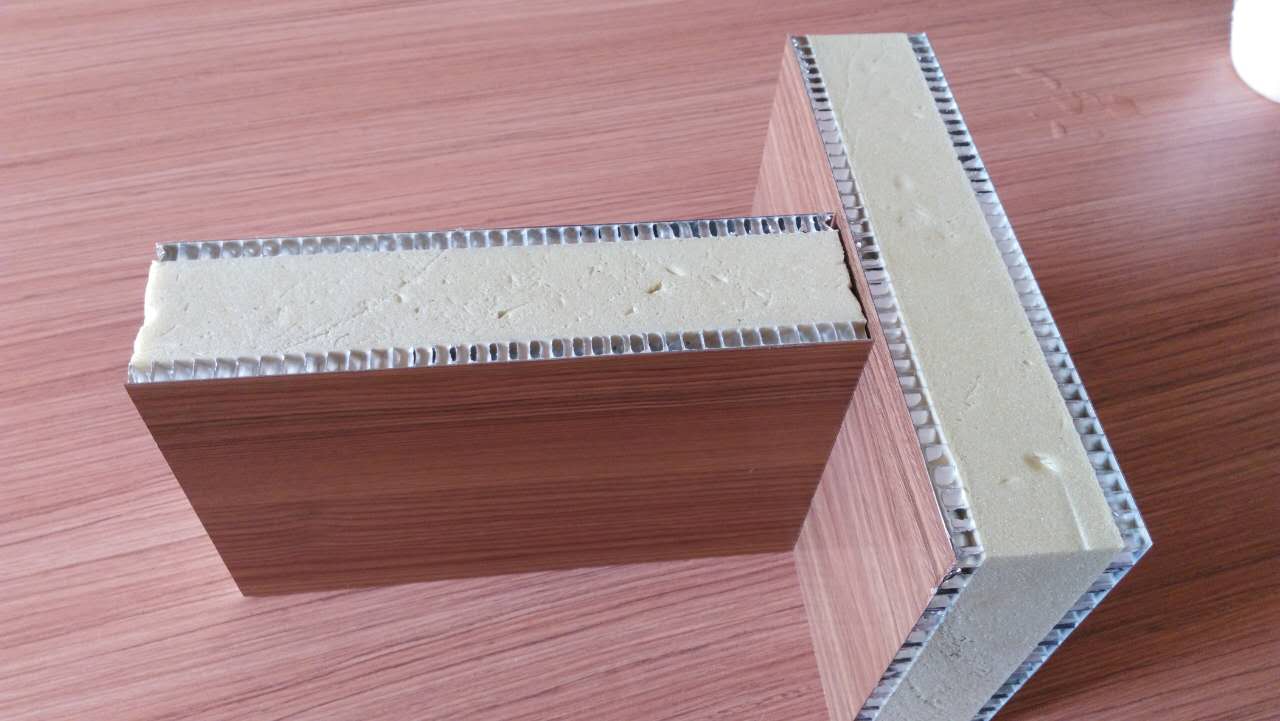
23铝蜂窝板的工艺质量控制难点
铝蜂窝板的工艺质量控制难点,本质是高精度、高可靠性与低成本量产之间的系统性矛盾,其核心挑战集中于材料极限、界面物理与过程稳定性三大维度,远超传统制造的容差范围。
1.超薄铝箔(0.02mm)拉伸成型:材料极限下的结构失控
核心难点:在蜂窝芯拉伸过程中,厚度仅0.02mm的铝箔极易因张力波动、模具微变形或箔材内部晶粒不均,导致孔壁撕裂、缩颈、偏移,形成非六边形畸变结构。
影响后果:孔径偏差超±0.1mm即导致刚度下降15%以上,无法满足高铁、BIPV等高端项目对平面度与均布载荷的严苛要求。
行业现状:国内90%以上企业仍依赖人工目检,良率普遍低于92%;仅头部企业通过闭环伺服张力控制+AI视觉实时纠偏实现99.2%良率,但设备投入超800万元,中小厂商难以承受。
2.激光焊接界面氧化与金属间化合物(IMC)失控
核心难点:铝材在激光焊接中极易氧化,保护气体(氩气)流量或纯度波动会导致焊缝气孔、未熔合;更致命的是,铝/铝或铝/钢异种焊接中,Fe-Al金属间化合物(IMC)层过度生长,形成脆性界面。
影响后果:IMC层厚度>5μm时,接头抗剪强度骤降40%,破坏模式从韧性撕裂转为脆性断裂,严重威胁结构安全。
前沿突破:德国企业采用激光-电弧复合焊+镍中间层,通过调控熔池成分抑制IMC生成,使接头强度提升25%;但该工艺对参数控制精度要求达±0.01mm,仅限于航空级产线。

3.热压温度场不均引发的宏观变形
核心难点:热压复合过程中,加热板与蜂窝芯接触面存在热传导梯度,导致局部过热(>180℃)或冷区(<120℃),引发蜂窝芯局部熔融、面板翘曲、厚度不均。
影响后果:板材平面度超标(>2.0mm/m),无法满足幕墙安装要求;且温差导致胶层固化不均,埋下后期脱粘隐患。
控制瓶颈:传统恒温热压无法实现空间温控,需依赖多区独立温控+红外热成像闭环反馈系统,设备成本提升300%,且需专业工程师调试。
4.胶接工艺的“隐形寿命陷阱”
核心难点:传统聚氨酯/环氧胶在温湿循环(-30℃~80℃,RH 85%)下发生水解、老化、脆化,导致界面脱粘,是家装与民用市场最普遍的失效模式。
行业数据:南方地区3–5年内脱粘率超35%,客户投诉集中于“敲击空鼓声”与“面板鼓包”。
技术代差:国际头部企业已全面转向无胶热熔粘合(高分子流延膜分子锚固),剥离强度提升40%以上,且通过双85老化测试(85℃/85%RH,1000h)后强度衰减>5%。
5.良率与成本的结构性悖论
|难点类型|技术投入|成本增幅|良率提升潜力|中小厂商适配性|
|AI视觉检测|150–300万元|+25%|95%→99%|★☆☆☆☆|
|激光焊接产线|500–1200万元|+40%|剥离强度>200 N/mm|★☆☆☆☆|
|无胶热熔系统|300–600万元|+30%|服役寿命>15年|★★☆☆☆|
|多区温控热压|200–400万元|+35%|平面度≤1.0mm/m|★★☆☆☆|
临沂本地困境:本地多数企业仍以胶接+人工检测为主,设备老旧,无法满足EN 45545-2、A2级防火等高端认证要求。“不升级等死,升级找死”成为真实写照——缺乏订单规模支撑高投入,而无认证又拿不到高价值订单。
本网站所刊载的各类信息仅供参考,不代表本网站立场或观点,不构成任何投资、医疗、法律或决策建议。用户依据本网站信息所做出的任何行为,风险自担,本网站不承担任何直接或间接责任。本网站不对其内容的真实性、准确性、完整性、合法性承担任何责任。